
こんにちは。SMATEXエンジニアリングです。
今回は、原料砂糖水を希釈水で薄め、任意濃度の砂糖水を製造する設備を例に、P&IDからPLC計装設計へ落とし込む流れを整理します。PLC計装やバッチ制御を設計する際は、P&IDを見ながら、設備単位、制御対象、入出力信号、インターロック、記録項目を整理する必要があります。
この記事では、原料受入設備、砂糖水製造設備、CIP殺菌設備の3つに分けて、P&IDから制御単位を切り出します。配管や計器を個別に追う前に、「どの設備単位で、どの処理を完結させるか」を整理すると、PLCソフト設計へ展開しやすくなります。
P&ID、PLC、バッチ処理、インターロックといった用語は過去記事でも扱っていますが、本記事だけでも流れを追えるように、必要な箇所では補足しながら進めます。ここでは、用語そのものの説明よりも、P&IDから制御の単位をどう切り出すかに重点を置きます。
バッチ処理は、設定した製造量に対して、投入、混合、温度制御、完了記録を1回分の処理として管理する考え方です。連続的に流し続ける設備ではなく、1バッチごとに条件と実績を持たせる点がポイントです。
1 P&IDからPLC計装設計へ落とし込む前提条件
例題として、原料砂糖水を受け入れ、希釈水で濃度調整し、製造設備をCIPで洗浄・殺菌するプラントを設定します。この仕様をもとに、PLCで監視する信号、操作する機器、記録する実績を順番に整理します。
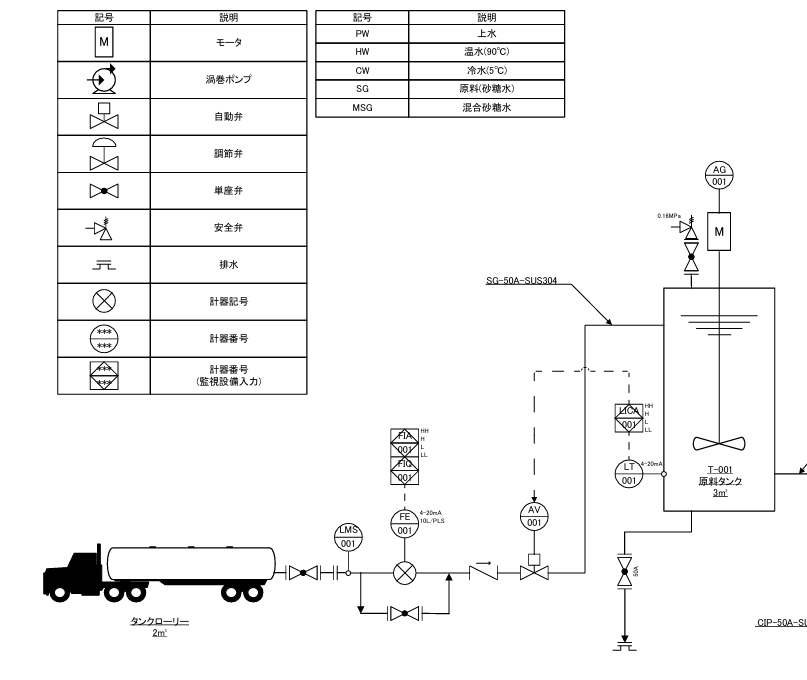
1.1 原料受入設備
本設備は、ローリー車で輸送される原料砂糖水を原料タンク T-001 で受け入れる設備です。受入能力は2m³/h、貯蔵能力は3m³とします。受入量は流量計で積算し、受入開始日時、受入停止日時、受入量を記録します。
1.2 砂糖水製造設備のバッチ制御
本設備は、原料砂糖水をろ過水で希釈し、指定濃度の砂糖水を製造・供給する設備です。製造能力は1バッチあたり最大1m³とします。T-101はジャケット付きタンクとし、混合工程では90℃温水と冷却水を用いて温度制御を行います。
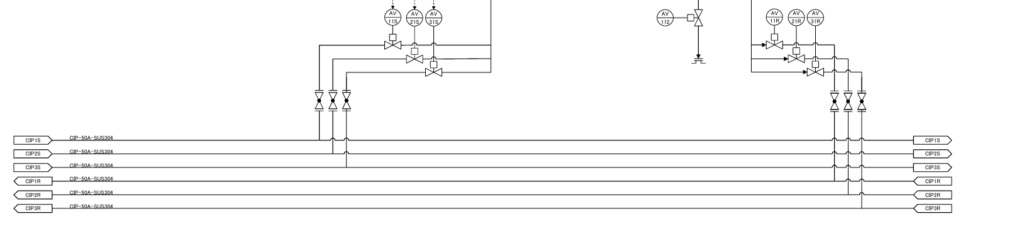
1.3 CIP洗浄・殺菌設備とPLC側の信号範囲
CIP殺菌設備は、配管および砂糖水製造設備を分解せずに洗浄・殺菌する設備です。CIPは Clean in Place の略で、設備を開放せずに洗浄液や温水を循環させる洗浄方式です。洗浄に必要な水および温水はCIP殺菌設備で製造し、CIP-11Sから供給します。アルカリ洗剤はCIP-12S、精製水はCIP-13Sから供給します。今回の例では、水切り工程のエアパージは不要とします。
2 P&ID上の設備範囲と制御単位の整理
2.1 原料受入設備
まずは、原料受入設備の範囲を確認します。P&ID上では、ローリー車接続部から原料タンク T-001 までの受入ライン、流量計、レベル計、撹拌機まわりを対象にします。ここで、PLCが監視する信号と操作する機器を切り分けます。
タンクローリーを接続し、原料砂糖水を T-001 へ移送します。タンクのレベルセンサが満液を検出した場合は、受入を停止します。受入量は FE-001 で流量積算し、受入開始日時、受入停止日時、受入量を記録します。撹拌機は、原料が一定水位以上ある場合に運転します。水位による発停ではチャタリングを防ぐため、停止水位と再開水位にヒステリシスを設けます。
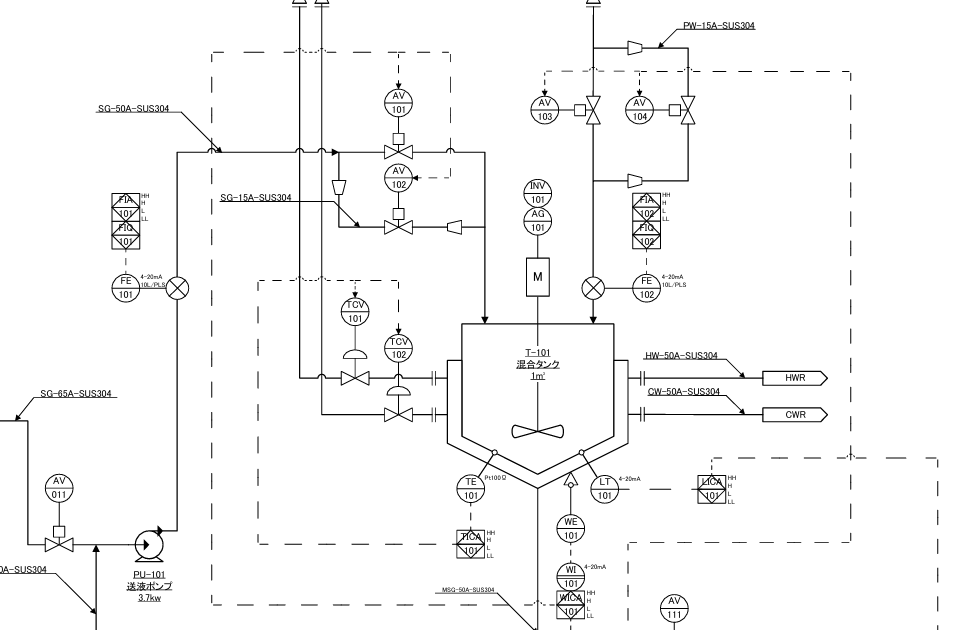
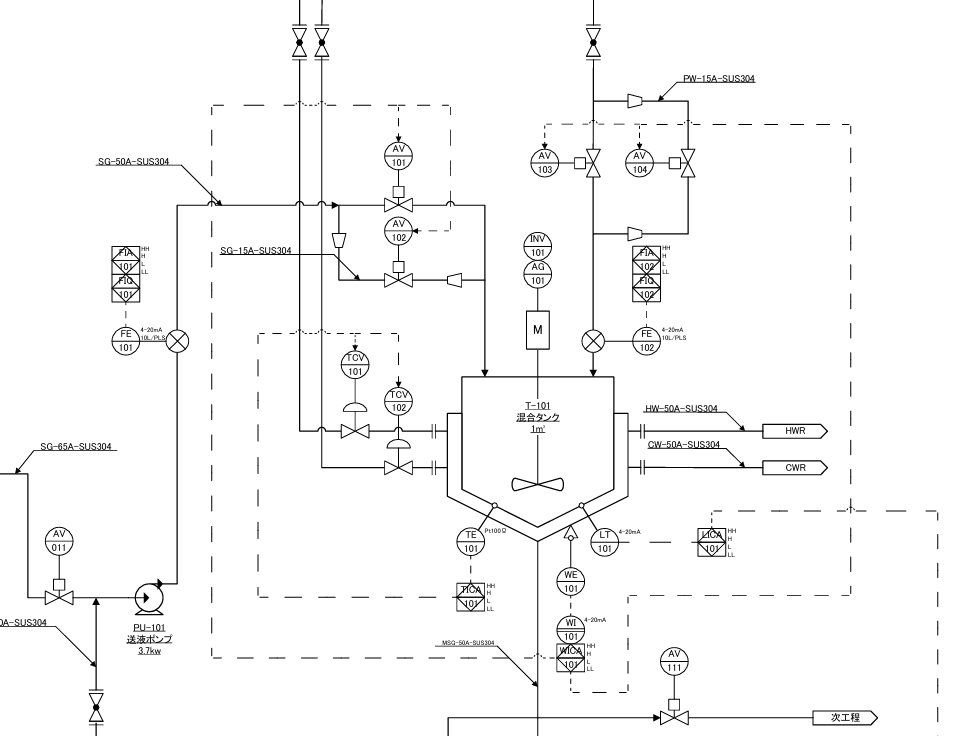
2.2 砂糖水製造設備のバッチ制御
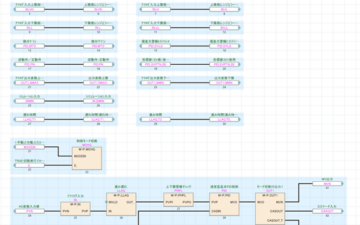
砂糖水製造設備では、製造量、原料砂糖水濃度、目標砂糖水濃度、原料砂糖水の粗投入停止差分、希釈水の粗投入停止差分を設定します。PLCはこれらの設定値から、原料砂糖水投入量と希釈水投入量を計算し、1バッチ分の製造指図データを作成します。
ここで重要なのは、設定濃度になるように投入量を計算し、流量積算値を見ながら段階的に投入を停止することです。今回は大口径弁で粗投入し、小口径弁で仕上げ投入する二段投入制御とします。調節弁を使わずON/OFF弁で構成できるためコストを抑えやすく、50A弁だけで停止するよりも最終投入量の精度を出しやすくなります。
[計算式]原料砂糖水投入量 = 目標砂糖水濃度 × 設定製造量 ÷ 原料砂糖水濃度
考え方は物質収支です。ここでは、原料砂糖水に含まれる砂糖量と、完成品に含まれる砂糖量が等しくなるように計算します。なお、今回は密度差や体積収縮は考慮せず、濃度は同じ基準で扱う前提とします。
完成品に必要な砂糖量 = 目標砂糖水濃度 × 設定製造量
原料砂糖水に含まれる砂糖量 = 原料砂糖水濃度 × 原料砂糖水投入量
したがって、原料砂糖水投入量 = 目標砂糖水濃度 × 設定製造量 ÷ 原料砂糖水濃度 となります。
[計算例]製造量 : 800L
原料濃度 : 15%
砂糖水濃度 : 7%
計算式へ代入すると、原料砂糖水投入量 = 0.07 × 800L ÷ 0.15 = 56L ÷ 0.15 = 373.3L となります。
希釈水量は、設定製造量から原料砂糖水投入量を差し引くため、800L – 373.3L = 426.7L です。
原料砂糖水投入量 : 373.3L
希釈水量 : 426.7L
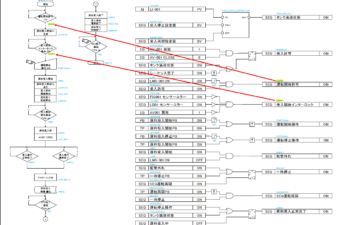
<STEP1>
原料砂糖水を投入します。T-001からT-101へ液送し、投入開始時は AV-101(50A) と AV-102(15A) をどちらもOPENにします。FE-101で流量積算を行い、粗投入停止値 SV1 に到達したら AV-101 をCLOSEします。その後、仕上げ投入停止値 SV2 に到達したら AV-102 をCLOSEし、T-101へ投入した原料砂糖水量を記録します。二段投入にすることで、投入初期は流量を確保し、目標量付近では小流量で停止精度を確保します。
<STEP2>
希釈水を投入します。T-101へ希釈水を供給し、投入開始時は AV-103(50A) と AV-104(15A) をどちらもOPENにします。FE-102で流量積算を行い、粗投入停止値 SV1 に到達したら AV-103 をCLOSEします。仕上げ投入停止値 SV2 に到達したら AV-104 をCLOSEし、T-101へ投入した希釈水量を記録します。原料砂糖水と同じく、粗投入と仕上げ投入を分けて計量精度を確保します。
<STEP3>
昇温混合を行います。
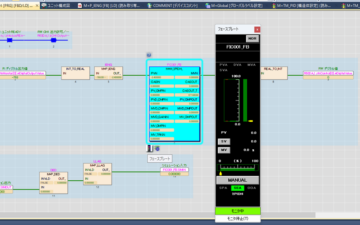
投入した原料砂糖水と希釈水を撹拌しながら混合します。昇温混合では、T-101のタンク内温度が設定温度になるように、温水調節弁 TCV-101 をPID制御します。タンク内温度が設定温度の許容範囲内に入ったら保温タイマーを起動し、設定時間だけ混合を継続します。途中で温度が許容範囲を外れた場合はタイマーをリセットし、再び安定した時点から計測します。
<STEP4> 冷却混合を行います。昇温混合と同じ考え方で、冷却水を使用して T-101 のタンク内温度を設定温度まで下げます。冷却混合にも、設定温度、許容範囲、保持時間などのパラメータを持たせます。温度が許容範囲内で安定し、保持時間を満了したら冷却混合完了とします。
冷却混合が完了した時点で、1バッチの砂糖水製造処理は完了です。製造実績として、原料砂糖水投入量、希釈水投入量、昇温混合時間、冷却混合時間、バッチ完了時刻などを記録します。
2.3 CIP洗浄・殺菌設備とPLC側の信号範囲
CIP殺菌設備は、外部のCIP装置側で主制御を行う想定です。PLC側では、CIP装置からの外部信号を受けて、対象ラインのバルブを開閉し、洗浄・殺菌の流路を切り換えます。つまり、CIPの工程制御は外部装置、対象ラインの流路切替はPLC側、という役割分担になります。
今回の例では、CIP装置側で安全条件を管理する前提とし、PLC側には詳細なCIPインターロックを設けません。ただし実案件では、製造中設備との干渉、対象ラインのバルブ開閉状態、液残り、温度条件、洗浄対象の選択ミスなどを確認し、必要なインターロックを設計する必要があります。
今回のまとめ
今回は、砂糖水製造設備を例に、P&IDから制御対象を切り出し、「原料受入」「砂糖水製造」「CIP殺菌」の3つの設備単位に整理しました。PLCソフトを作る前に、設備のまとまり、計算条件、バッチ処理の流れ、外部装置との信号範囲を整理しておくことが重要です。
次回は、この設備仕様をもとに、PLCで扱うステップ、インターロック、入出力信号、画面表示に落とし込んでいきます。
次回もぜひご一読ください。
SMATEXエンジニアリングでは、P&IDの整理からPLC計装設計、バッチ制御、シーケンス設計、HMI/SCADA、試運転まで、プラント立ち上げに必要な電気・計装・制御設計を支援しています。テストプラントや新規設備のPLC計装でお困りの際は、お問い合わせください。

この記事へのコメントはありません。