
こんにちは。SMATEXエンジニアリングです。
今回は、以前の記事で作成した運転方案をもとに、MELSEC計装でシステムを組み込む前段を整理します。ゴールは、PLCカード構成を確定し、各センサ・アクチュエータのI/O(Input/Output:入力・出力)を定義し、最後にI/O割付としてまとめることです。
運転方案をプログラムへ落とし込む前に、まず「PLCに何を入力し、PLCから何を出力するのか」を固めます。ここで決めた信号名、信号種別、アドレスが、後の単独ループコントローラやシーケンスで使う前提になります。
- 各アクチュエータ、センサの信号定義
- 単独ループコントローラの作成
- 常時処理作成(撹拌機)
- ステップシーケンス作成
今回は1つ目のステップとして、PLCカードの選定とI/O定義に絞ります。
単独ループコントローラ、常時処理、ステップシーケンスは次回以降の記事で順番に扱います。
1.PLCカード構成の確定
1.1.PLCシステム構成
まず、対象設備で必要になる入力・出力の種類を整理し、PLCカード構成を確定します。
原料受入工程、混合工程、CIPで使用するデジタル入力、デジタル出力、アナログ入力、アナログ出力をカード単位で割り付け、後続のI/O定義とラベル作成の受け皿を決めます。
表1 PLCシステム構成
| 型式 | 詳細 | 用途 |
| R61P | 電源ユニット | 共通 |
| R312B | ベースユニット | 共通 |
| R120PCPU | CPUユニット | 共通 |
| RX40C7 | デジタル入力ユニット | 原料受入工程 |
| RX41C4 | デジタル入力ユニット | 混合工程 |
| RX40C7 | デジタル入力ユニット | CIP |
| RY40NT5P | デジタル出力ユニット | 原料受入工程 |
| RY40NT5P | デジタル出力ユニット | 混合工程 |
| RY40NT5P | デジタル出力ユニット | CIP |
| R60AD4 | アナログ入力ユニット | 原料受入工程 |
| R60ADI8 | アナログ入力ユニット | 混合工程 |
| R60DA4 | アナログ出力ユニット | 混合工程 |
1.2.各機器のI/O前提条件を整理する
次に、現場機器ごとの信号仕様を整理します。
同じP&ID上の計器でも、PLCから見ると4-20mAのアナログ入力、ON/OFFのデジタル入力、デジタル出力、アナログ出力などに分かれます。
ここでは、各機器を「PLCに入る信号」「PLCから出す信号」に分けて確認します。
2.センサ仕様
2.1.センサ類はディストリビュータタイプ
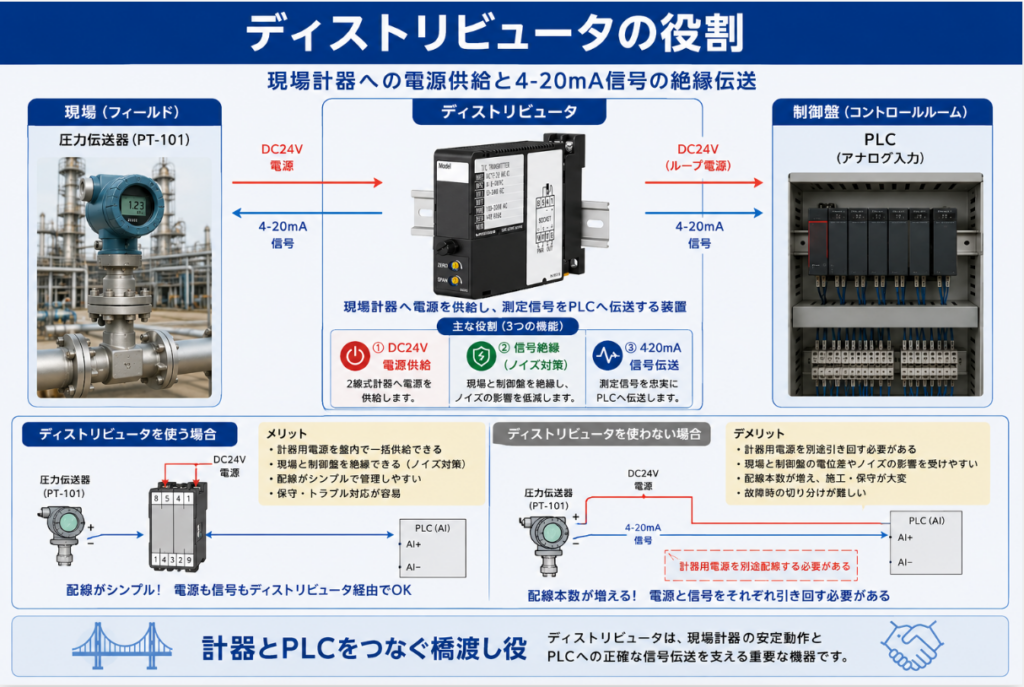
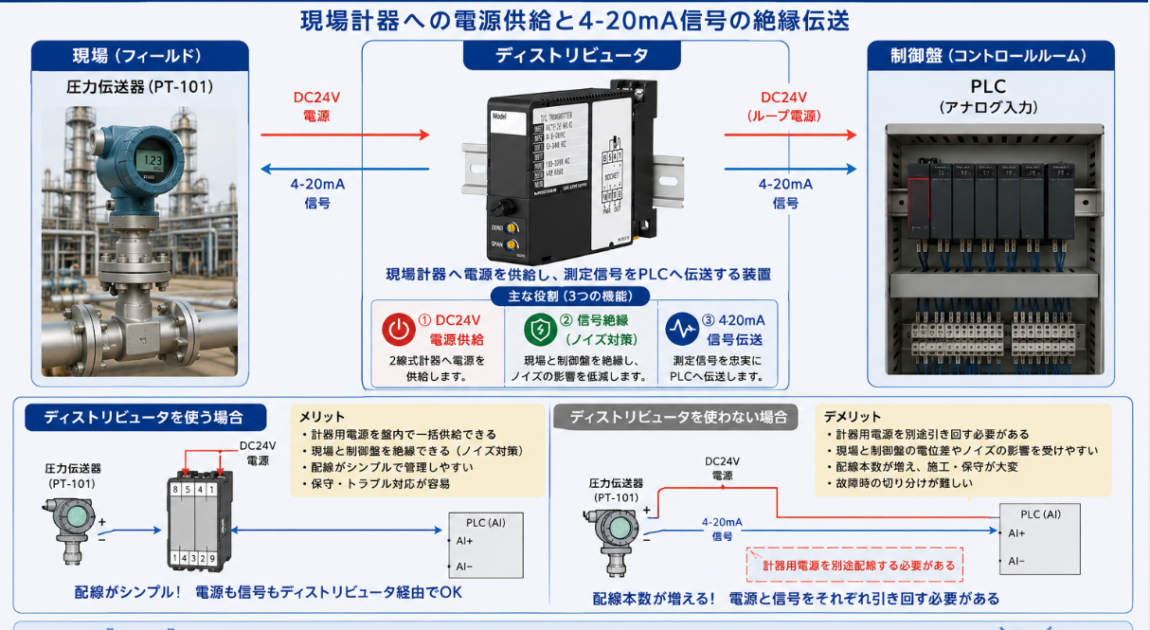
図1 ディストリビュータの役割
2線式の圧力伝送器やレベル計などは、計器へDC24V電源を供給しながら、同じループで4-20mA信号を取り出す構成がよく使われます。このとき、現場計器とPLCの間に入るのがディストリビュータです。
ディストリビュータは、現場計器へ電源を供給し、測定信号をPLCのアナログ入力へ渡す橋渡し役です。I/O定義では、レベル計や流量計のPV値を4-20mA入力として扱い、アナログ入力ユニットに割り付けます。
2.2.バルブは開閉ANS付きタイプ
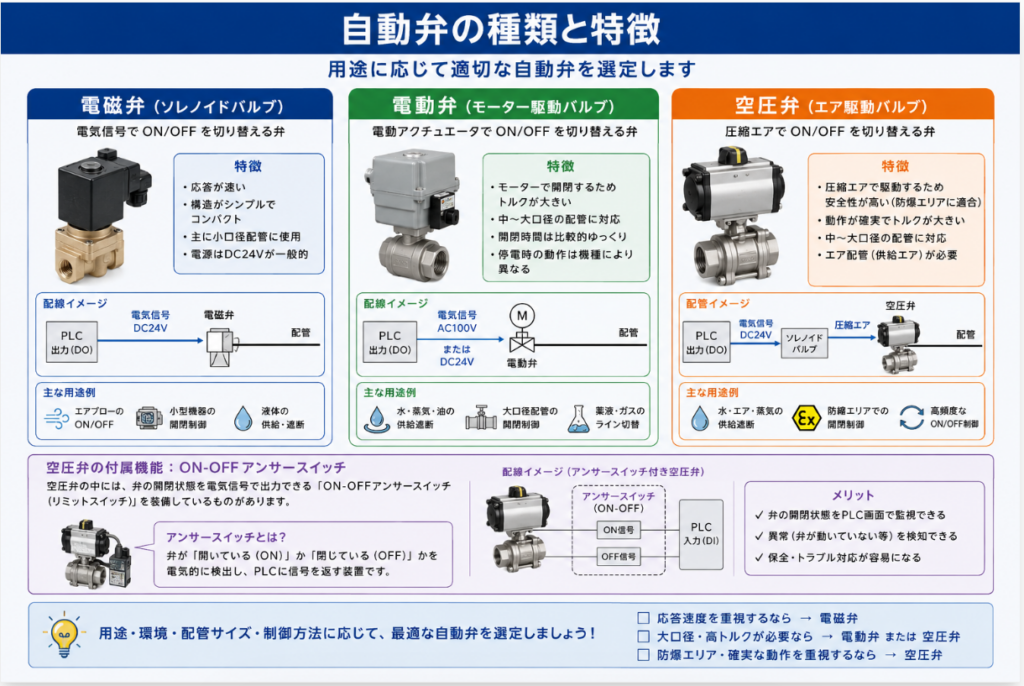
図2 自動弁の種類と開閉ANS
自動弁は、PLCからの出力で開閉します。今回の構成では、単に開閉指令を出すだけでなく、開端・閉端の状態をPLCへ返す開閉ANS付きのバルブとして扱います。
ANSはAnswerの意味で、PLCから開指令や閉指令を出したあと、実際にバルブが開いたか、閉じたかを確認するためのフィードバック信号です。たとえば `y_AV001_OUT` がPLCからの出力指令、`x_AV001_OP` と `x_AV001_CL` がPLCへ戻る開閉状態の入力信号になります。OPはOPEN、CLはCLOSEを表します。
2.3.流量計は瞬時値から流量積算を行う
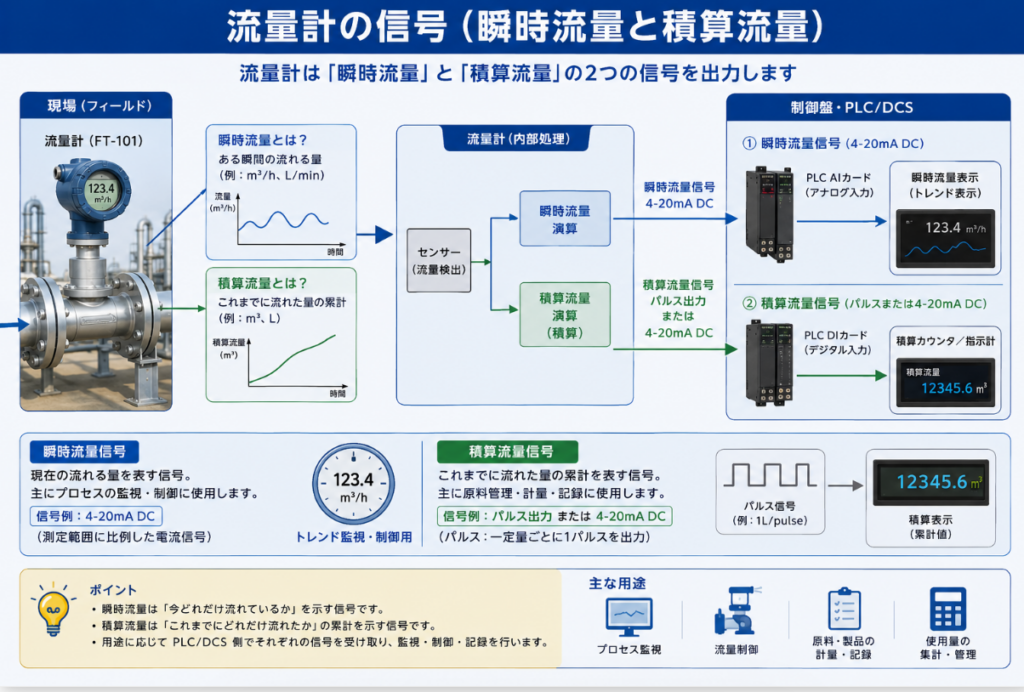
図3 流量計の瞬時流量と積算流量
流量計には、瞬時流量と積算流量の考え方があります。瞬時流量は、いまどれだけ流れているかを表す値です。一方、積算流量は、これまでに流れた量の合計で、原料受入量や使用量の記録に使います。
一般的には、流量計からパルス信号を出し、DIまたはパルス積算カードで積算する構成がよく使われます。今回は、積算パルスではなく、4-20mAの瞬時流量をPLCへ取り込み、MELSEC計装の積算用処理である `M+P_SUM2_` を使って流量積算する構成にします。
`M+P_SUM2_` は、瞬時値として入力された流量をもとに、時間経過に応じて積算値を作るための処理です。実設備では、流量計の出力仕様、必要な精度、停電時の保持、サンプリング周期、単位換算を確認したうえで、パルス積算にするか、瞬時値からの演算積算にするかを選定します。
2.4.ロードセルはアナログ・デジタル信号型を使用
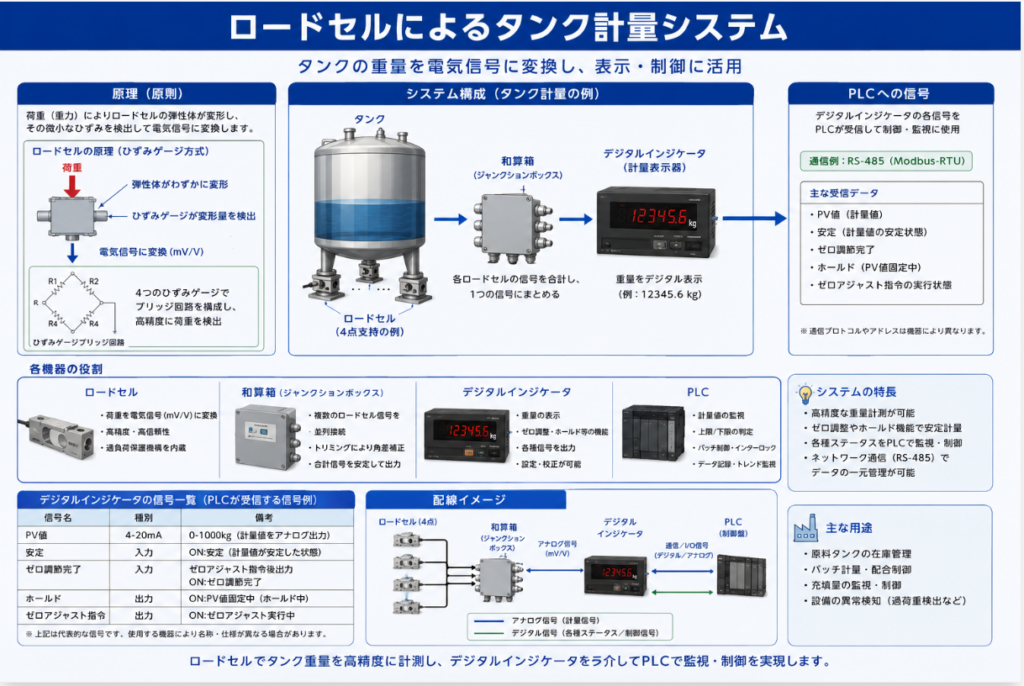
図4 ロードセルによるタンク計量システム
ロードセルは、タンクやホッパーにかかる荷重を電気信号に変換するセンサです。複数のロードセル信号を和算箱でまとめ、デジタルインジケータで重量として扱える信号に変換します。
今回のロードセルは、重量PV値を4-20mAのアナログ信号としてPLCへ渡し、安定信号やゼロ調節完了信号をデジタル入力として受けます。また、PLCからはホールドやゼロアジャスト指令を出します。つまり、アナログ入力、デジタル入力、デジタル出力を組み合わせて1つの計量システムとして扱います。
表2 ロードセル関連信号
| 信号名 | 種別 | 備考 |
| PV値 | 4-20mA | 0-1000kg |
| 安定 | 入力 | ON:安定 |
| ゼロ調節完了 | 入力 | ゼロアジャスト指令後出力 ON:ゼロ調節完了 |
| ホールド | 出力 | ON:PV値固定 |
| ゼロアジャスト指令 | 出力 | ON:ゼロアジャスト実行 |
2.5.インバータはアナログ出力で制御
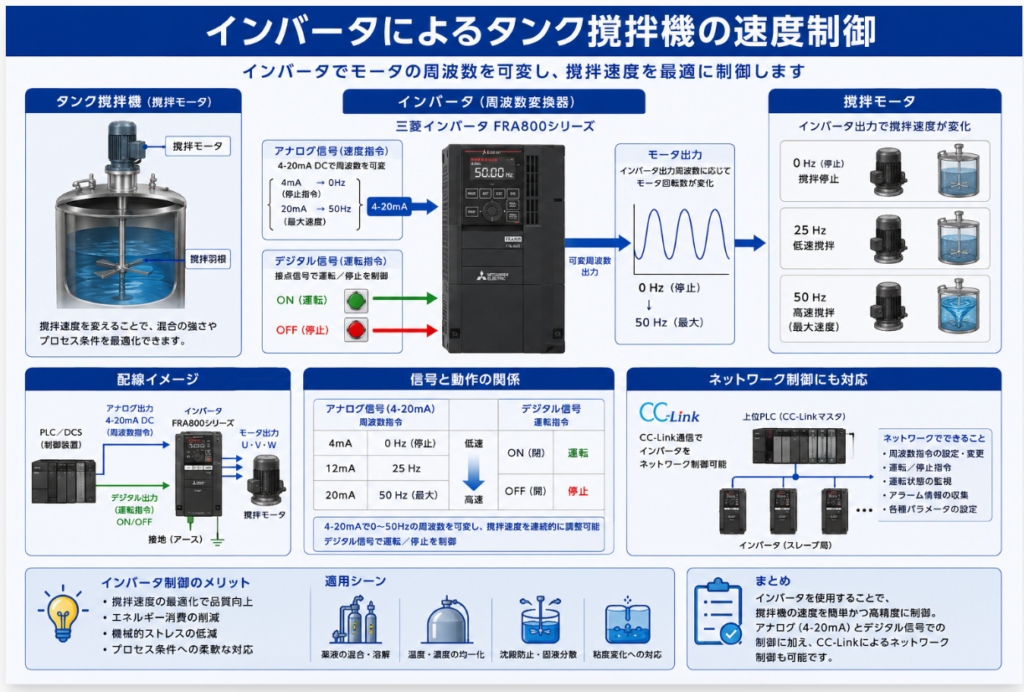
図5 インバータによる撹拌機速度制御
撹拌機の速度を変えたい場合は、インバータでモータの周波数を制御します。今回の構成では、PLCから4-20mAのアナログ出力を出し、その値をインバータの周波数指令として扱います。
たとえば4mAを0Hz、20mAを50Hzのように対応させることで、PLC側から撹拌速度を連続的に調整できます。本来は運転指令、停止指令、異常、運転中などのデジタル信号も設計対象になりますが、今回はI/O定義の説明を単純にするため、速度指令のアナログ出力を中心に扱います。
表3 インバータ周波数指令
| 信号名 | 種別 | 備考 |
| 周波数出力 | 4-20mA | 0-50Hz |
2.6.調節弁はアナログ出力で制御
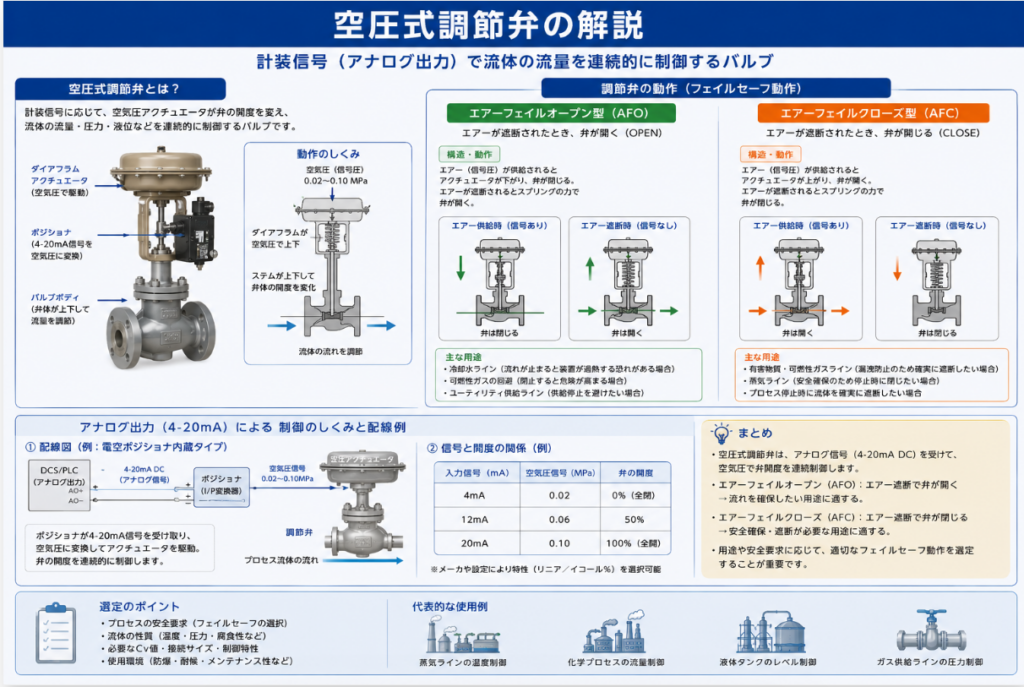
図6 空圧式調節弁の開度制御
調節弁は、ON/OFFで全開・全閉する自動弁と違い、開度を連続的に変えて流量や圧力を調整するバルブです。PLCから4-20mAのアナログ出力を出し、ポジショナがその信号を受けて弁開度を制御します。I/O定義では、調節弁はアナログ出力信号として整理します。
2.7.タンクローリーの受入操作は現場とタッチパネル双方から

図7 タンクローリーから原料受入への受入れプロセス
タンクローリーから原料を受け入れる場合、操作はタッチパネルだけで完結させず、現場操作盤も組み合わせます。現場で配管を接続し、接続状態を確認したうえで、運転開始、停止、非常停止を行えるようにします。
今回の例では、配管接続を近接センサーで確認します。カムロックが正しく接続され、センサーが金属を検出すると接続OKとしてPLCへ入力されます。未接続のまま運転できないように、近接センサーの信号をインターロック条件に入れます。
万が一、送液中に配管が外れた場合は、近接センサーがOFFとなり、送液異常として検知します。現場操作盤の運転・停止・非常停止ボタンと、タッチパネル側の操作を組み合わせることで、安全な原料受入を実現します。
3.I/O割付のまとめ
最後に、ここまで整理した信号をPLCアドレスへ割り付けます。各ラベルの頭文字に各ユニットIOの意味で、デジタル入力は「X_」、デジタル出力は「Y_」、アナログ信号は「w_」とします。I/O割付をスロット単位で分けることで、PLCカード構成、信号定義、ラベル名の対応が追いやすくなります。
表4 SLOT0_RX40C7
| ラベル名 | データ型 | 割付アドレス | 信号名称 |
| ↓↓↓SLOT0_RX40C7↓↓↓ | デジタル信号 | ||
| x_LMS | デジタル信号 | X0 | LMS-001ON |
| x_FIQ001 | デジタル信号 | X1 | 原料タンク原料投入積算流量 |
| x_AG001_ANS | デジタル信号 | X2 | 原料タンク撹拌機運転状態 |
| x_AG001_TRIP | デジタル信号 | X3 | 原料タンク撹拌機トリップ |
| x_AV001_OP | デジタル信号 | X4 | 原料投入バルブ_開ANS |
| x_AV001_CL | デジタル信号 | X5 | 原料投入バルブ_閉ANS |
| x_AV011_OP | デジタル信号 | X6 | 原料払出バルブ_開ANS |
| x_AV011_CL | デジタル信号 | X7 | 原料払出バルブ_閉ANS |
| x_START_PB | デジタル信号 | X8 | 原料投入開始PB |
| x_STOP_PB | デジタル信号 | X9 | 原料投入停止PB |
| x_EMS_PB | デジタル信号 | X0A | 原料投入非常停止PB |
| x_SPARE105 | デジタル信号 | X0B | |
| x_SPARE106 | デジタル信号 | X0C | |
| x_SPARE107 | デジタル信号 | X0D | |
| x_SPARE108 | デジタル信号 | X0E | |
| x_SPARE109 | デジタル信号 | X0F |
表4 SLOT1_RX41C4
| ラベル名 | データ型 | 割付アドレス | 信号名称 |
| ↓↓↓SLOT1_RX41C4↓↓↓ | デジタル信号 | ||
| x_PU101_ANS | デジタル信号 | X10 | 原料送液ポンプ運転状態 |
| x_PU101_TRIP | デジタル信号 | X11 | 原料送液ポンプトリップ |
| x_AG101_ANS | デジタル信号 | X12 | 混合タンク撹拌機運転状態 |
| x_AG101_TRIP | デジタル信号 | X13 | 混合タンク撹拌機トリップ |
| x_FIQ101 | デジタル信号 | X14 | 混合タンク送液積算流量 |
| x_FIQ102 | デジタル信号 | X15 | 混合タンク希釈水積算流量 |
| x_AV101_OP | デジタル信号 | X16 | 混合タンク受入バルブ1_開ANS |
| x_AV101_CL | デジタル信号 | X17 | 混合タンク受入バルブ1_閉ANS |
| x_AV102_OP | デジタル信号 | X18 | 混合タンク受入バルブ2_開ANS |
| x_AV102_CL | デジタル信号 | X19 | 混合タンク受入バルブ2_閉ANS |
| x_AV103_OP | デジタル信号 | X1A | 混合タンク希釈水バルブ1_開ANS |
| x_AV103_CL | デジタル信号 | X1B | 混合タンク希釈水バルブ1_閉ANS |
| x_AV104_OP | デジタル信号 | X1C | 混合タンク希釈水バルブ2_開ANS |
| x_AV104_CL | デジタル信号 | X1D | 混合タンク希釈水バルブ2_閉ANS |
| x_AV111_OP | デジタル信号 | X1E | 混合タンク払出バルブ_開ANS |
| x_AV111_CL | デジタル信号 | X1F | 混合タンク払出バルブ_閉ANS |
| x_AV112_OP | デジタル信号 | X20 | 混合タンク排出バルブ_開ANS |
| x_AV112_CL | デジタル信号 | X21 | 混合タンク排出バルブ_閉ANS |
| x_WI101_ZERO_COMP | デジタル信号 | X22 | 混合タンクロードセル_ゼロ調節完了 |
| x_WI101_STABLE | デジタル信号 | X23 | 混合タンクロードセル_安定 |
| x_SPARE203 | デジタル信号 | X24 | |
| x_SPARE204 | デジタル信号 | X25 | |
| x_SPARE205 | デジタル信号 | X26 | |
| x_SPARE206 | デジタル信号 | X27 | |
| x_SPARE207 | デジタル信号 | X28 | |
| x_SPARE208 | デジタル信号 | X29 | |
| x_SPARE209 | デジタル信号 | X2A | |
| x_SPARE210 | デジタル信号 | X2B | |
| x_SPARE211 | デジタル信号 | X2C | |
| x_SPARE212 | デジタル信号 | X2D | |
| x_SPARE213 | デジタル信号 | X2E | |
| x_SPARE214 | デジタル信号 | X2F |
表4 SLOT2_RX40C7
| ラベル名 | データ型 | 割付アドレス | 信号名称 |
| ↓↓↓SLOT2_RX40C7↓↓↓ | デジタル信号 | ||
| x_AV11S_OP | デジタル信号 | X30 | CIP1往路バルブ_開 |
| x_AV11S_CL | デジタル信号 | X31 | CIP1往路バルブ_閉 |
| x_AV21S_OP | デジタル信号 | X32 | CIP2往路バルブ_開 |
| x_AV21S_CL | デジタル信号 | X33 | CIP2往路バルブ_閉 |
| x_AV31S_OP | デジタル信号 | X34 | CIP3往路バルブ_開 |
| x_AV31S_CL | デジタル信号 | X35 | CIP3往路バルブ_閉 |
| x_AV11R_OP | デジタル信号 | X36 | CIP1復路バルブ_開 |
| x_AV11R_CL | デジタル信号 | X37 | CIP1復路バルブ_閉 |
| x_AV21R_OP | デジタル信号 | X38 | CIP2復路バルブ_開 |
| x_AV21R_CL | デジタル信号 | X39 | CIP2復路バルブ_閉 |
| x_AV31R_OP | デジタル信号 | X3A | CIP3復路バルブ_開 |
| x_AV31R_CL | デジタル信号 | X3B | CIP3復路バルブ_閉 |
| x_SPARE301 | デジタル信号 | X3C | |
| x_SPARE302 | デジタル信号 | X3D | |
| x_SPARE303 | デジタル信号 | X3E | |
| x_SPARE304 | デジタル信号 | X3F |
表4 SLOT3_RY40NT5P
| ラベル名 | データ型 | 割付アドレス | 信号名称 |
| ↓↓↓SLOT3_RY40NT5P↓↓↓ | デジタル信号 | ||
| y_AG001_OUT | デジタル信号 | Y40 | 原料タンク撹拌機_指令 |
| y_AV001_OUT | デジタル信号 | Y41 | 原料投入バルブ_指令 |
| y_AV011_OUT | デジタル信号 | Y42 | 原料払出バルブ_指令 |
| y_START_PL | デジタル信号 | Y43 | 原料投入開始PL |
| y_STOP_PL | デジタル信号 | Y44 | 原料投入停止PL |
| y_CONNECT_PL | デジタル信号 | Y45 | 原料投入配管接続確認PL |
| y_SPARE105 | デジタル信号 | Y46 | |
| y_SPARE106 | デジタル信号 | Y47 | |
| y_SPARE107 | デジタル信号 | Y48 | |
| y_SPARE108 | デジタル信号 | Y49 | |
| y_SPARE109 | デジタル信号 | Y4A | |
| y_SPARE110 | デジタル信号 | Y4B | |
| y_SPARE111 | デジタル信号 | Y4C | |
| y_SPARE112 | デジタル信号 | Y4D | |
| y_SPARE113 | デジタル信号 | Y4E | |
| y_SPARE114 | デジタル信号 | Y4F |
表4 SLOT4_RY40NT5P
| ラベル名 | データ型 | 割付アドレス | 信号名称 |
| ↓↓↓SLOT4_RY40NT5P↓↓↓ | デジタル信号 | ||
| y_PU101_OUT | デジタル信号 | Y50 | 原料送液ポンプ_指令 |
| y_AG101_OUT | デジタル信号 | Y51 | 混合タンク撹拌機_指令 |
| y_AG101_HI | デジタル信号 | Y52 | 混合タンク撹拌機_高速 |
| y_AG101_MI | デジタル信号 | Y53 | 混合タンク撹拌機_中速 |
| y_AG101_LO | デジタル信号 | Y54 | 混合タンク撹拌機_低速 |
| y_AG101_STOP | デジタル信号 | Y55 | 混合タンク撹拌機_停止 |
| y_AV101_OUT | デジタル信号 | Y56 | 混合タンク受入バルブ1_指令 |
| y_AV102_OUT | デジタル信号 | Y57 | 混合タンク受入バルブ2_指令 |
| y_AV103_OUT | デジタル信号 | Y58 | 混合タンク希釈水バルブ1_指令 |
| y_AV104_OUT | デジタル信号 | Y59 | 混合タンク希釈水バルブ2_指令 |
| y_AV111_OUT | デジタル信号 | Y5A | 混合タンク払出バルブ_指令 |
| y_AV112_OUT | デジタル信号 | Y5B | 混合タンク排出バルブ_指令 |
| y_WI101_ZERO | デジタル信号 | Y5C | 混合タンクロードセル_ゼロ調節 |
| y_WI101_HOLD | デジタル信号 | Y5D | 混合タンクロードセル_ホールド |
| y_SPARE203 | デジタル信号 | Y5E | |
| y_SPARE204 | デジタル信号 | Y5F |
表4 SLOT5_RY40NT5P
| ラベル名 | データ型 | 割付アドレス | 信号名称 |
| ↓↓↓SLOT5_RY40NT5P↓↓↓ | デジタル信号 | ||
| y_AV11S_OUT | デジタル信号 | Y60 | CIP1往路バルブ_開 |
| y_AV21S_OUT | デジタル信号 | Y61 | CIP2往路バルブ_開 |
| y_AV31S_OUT | デジタル信号 | Y62 | CIP3往路バルブ_開 |
| y_AV11R_OUT | デジタル信号 | Y63 | CIP1復路バルブ_開 |
| y_AV21R_OUT | デジタル信号 | Y64 | CIP2復路バルブ_開 |
| y_AV31R_OUT | デジタル信号 | Y65 | CIP3復路バルブ_開 |
| y_SPARE301 | デジタル信号 | Y66 | |
| y_SPARE302 | デジタル信号 | Y67 | |
| y_SPARE303 | デジタル信号 | Y68 | |
| y_SPARE304 | デジタル信号 | Y69 | |
| y_SPARE305 | デジタル信号 | Y6A | |
| y_SPARE306 | デジタル信号 | Y6B | |
| y_SPARE307 | デジタル信号 | Y6C | |
| y_SPARE308 | デジタル信号 | Y6D | |
| y_SPARE309 | デジタル信号 | Y6E | |
| y_SPARE310 | デジタル信号 | Y6F |
表4 SLOT6_R60AD4
| ラベル名 | データ型 | 割付アドレス | 信号名称 |
| ↓↓↓SLOT6_R60AD4↓↓↓ | デジタル信号 | ||
| w_LT001 | アナログ信号 | D1001 | 原料タンクレベル |
| w_FE001 | アナログ信号 | D1002 | 原料投入流量 |
| w_SPARE101 | アナログ信号 | D1003 | |
| w_SPARE102 | アナログ信号 | D1004 |
表4 SLOT7_R60ADI8
| ラベル名 | データ型 | 割付アドレス | 信号名称 |
| ↓↓↓SLOT7_R60ADI8↓↓↓ | デジタル信号 | ||
| w_TE101 | アナログ信号 | D1011 | 混合タンク温度 |
| w_LT101 | アナログ信号 | D1012 | 混合タンクレベル |
| w_WE101 | アナログ信号 | D1013 | 混合タンク重量 |
| w_FE101 | アナログ信号 | D1014 | 混合タンク原料流量 |
| w_FE102 | アナログ信号 | D1015 | 混合タンク希釈水流量 |
| w_SPARE201 | アナログ信号 | D1016 | |
| w_SPARE202 | アナログ信号 | D1017 | |
| w_SPARE203 | アナログ信号 | D1018 |
表4 SLOT8_R60DA4
| ラベル名 | データ型 | 割付アドレス | 信号名称 |
| ↓↓↓SLOT8_R60DA4↓↓↓ | デジタル信号 | ||
| w_AG101 | アナログ信号 | D1101 | 混合タンク撹拌機周波数指令 |
| w_TCV101 | アナログ信号 | D1102 | 混合タンク温度加熱制御バルブ開度指令 |
| w_TCV102 | アナログ信号 | D1103 | 混合タンク温度冷却制御バルブ開度指令 |
| w_SPARE__301 | アナログ信号 | D1104 |
4.最後に
今回は、運転方案からMELSEC計装へ進める前段として、PLCカード構成、各センサ・アクチュエータのI/O定義、I/O割付のまとめを整理しました。今回の成果物は、PLCカード構成表、機器ごとの信号定義、スロット単位のI/O割付表の3つです。
この3つが揃うと、単独ループコントローラやシーケンスを作るときに、信号名、信号種別、アドレスの対応を迷わず追えるようになります。次回は、このI/O整理をもとに、MELSEC計装で単独ループコントローラを組み込む流れを見ていきます。
次回もぜひご一読ください。
SMATEXエンジニアリングでは、P&IDの整理から運転方案作成、I/O設計、シーケンス設計、インターロック設計、試運転まで、プラント立ち上げに必要な電気・計装・制御設計を支援しています。運転方案を実装へ落とし込む段階でお困りの際は、お問い合わせください。


この記事へのコメントはありません。